-

携帯電話:13724352725
-

メールアドレス:liliangbin@szsyjm.com
-

電話番号:0755-27215304
携帯電話:13724352725
メールアドレス:liliangbin@szsyjm.com
電話番号:0755-27215304

 現在の場所:ウェブサイトのホームページ > ニュース
> 業界ニュース
現在の場所:ウェブサイトのホームページ > ニュース
> 業界ニュース
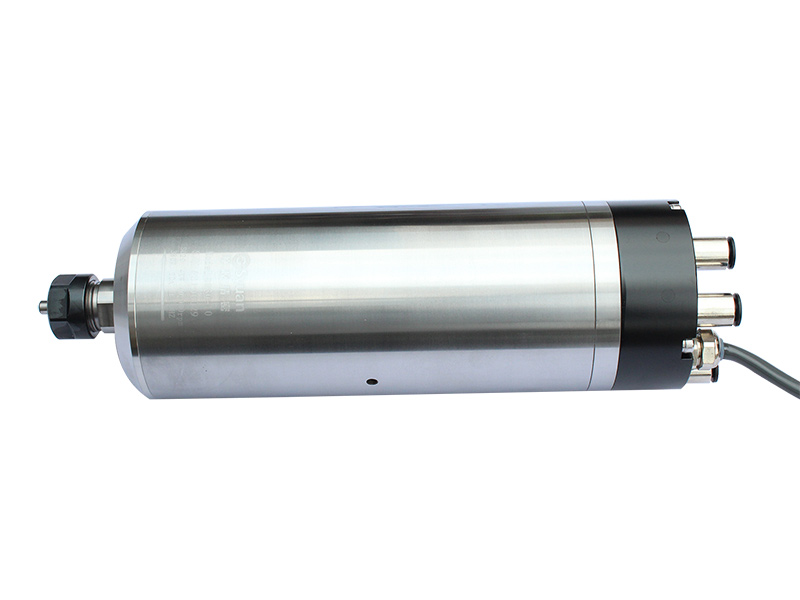
電気主軸はCNCデジタル制御加工分野で出現した新しい技術である。簡単に言えば主軸と主軸モータの組み合わせです。ここ10年の発展過程を振り返ると、精密機器の需要は非常に大きく、電気主軸は高速デジタル制御工作機械の中間部品であり、その機能は工作機械の高速加工機能、加工精度と出力電力を直接決定した。電気主軸の修理はどうやって操作しますか。
電気主軸の運転には高回転速度だけでなく、高角減速と角加速度を求め、指定された方向に急速に停止する必要があり、これはその配置記述、生産と制御に対して厳しい要求を提出し、同時に電気主軸の放熱、平滑、精密制御などの一連の技術問題をもたらした。
電気主軸を修正し、これらの問題を適切に処理してこそ、主軸の安定した信頼性の高い高速作業を保障し、効率的な仕上げを完成することができる。電気スピンドルは機械加工の中間部材として、工作機械のスピンドルと通信サーボモータの軸を結合し、スピンドルモータのステータとロータを直接スピンドルアセンブリに取り付ける。正確な動平衡標定により、優れた逆精度と安定性を有し、良好な高速主軸ユニットを構成し、内蔵式電気主軸とも呼ばれ、その中に歯車付伝動対を使用せず、それにより工作機械主軸システムのゼロ駆動を完成した。通電後、ロータは直接主軸を移動する。
電気主軸は高速で精密な部品であるため、電気主軸を保護するメンテナンスタイミングは必要である:
電気主軸のマンドレルの遠位端の半径方向の鼓動量(250 mm)は、通常0.012 mm(12ミクロン)であることが必要であり、年に2回試験される。
電気主軸の軸方向の振れは通常0.002 mm(2 m)であり、年に2回テストする必要がある。
引張削り棒、松刃時の延在間隔は10.50.1 mm(HSK 63を例に)であり、毎年4回試験する。
電気主軸のテーパ穴の半径方向の鼓動は通常0.002 mm(2 m)であり、年に2回試験する必要がある。
メールアドレス:liliangbin@szsyjm.com
住所:深セン市宝安区福永鎮白石厦西区A 2棟
 トップページ
トップページ プロダクトセンター
プロダクトセンター 電話相談
電話相談 地図ナビゲーション
地図ナビゲーション