-

携帯電話:13724352725
-

メールアドレス:liliangbin@szsyjm.com
-

電話番号:0755-27215304
携帯電話:13724352725
メールアドレス:liliangbin@szsyjm.com
電話番号:0755-27215304

 現在の場所:ウェブサイトのホームページ > ニュース
> 業界ニュース
現在の場所:ウェブサイトのホームページ > ニュース
> 業界ニュース
高速電気主軸近年のデジタル制御工作機械分野の新しい技術である。では、高速電気主軸はどのように取り付けられているのでしょうか。
熱膨張を利用して緊密な嵌合を緩い嵌合に変えることは、一般的で省力な装置方法である。大きな主軸軸受装置に適しています。熱組立前に、ベアリングまたは取り外し可能なベアリングリングリングをオイルタンクに入れ、80〜100℃均一に加熱する。次に、それを取り出してできるだけ早くシャフトに取り付けます。冷却後の内輪端面とシャフト肩が締まらないように、冷却後は軸受を前進締めする。
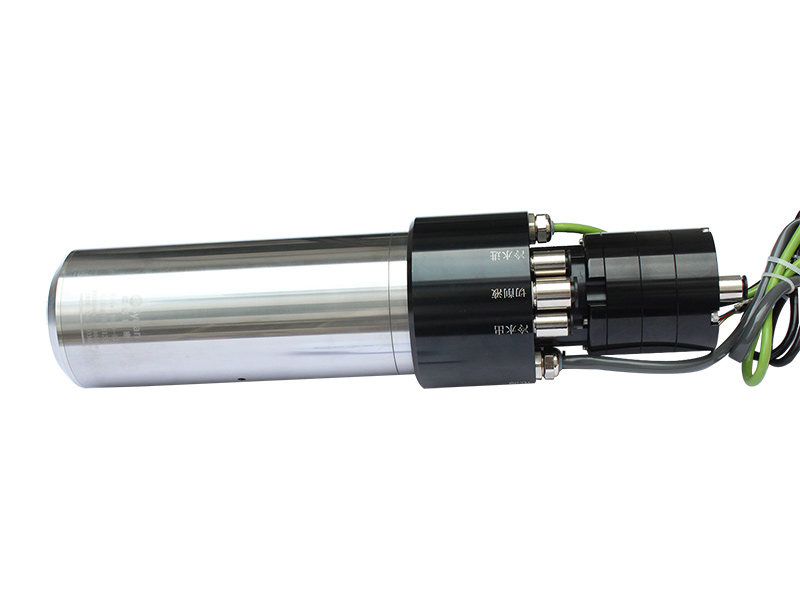
高速電気主軸軸受内輪と軸を圧入し、緊密に嵌合させる。外輪と軸受座孔が相対的に緩んでいる場合は、まず軸を軸に押し当ててから、軸と軸受を一緒に軸受座孔に入れます。圧縮時には、軟質金属材料で作られた装置スリーブ(銅または低炭素鋼)を軸受内輪の端面に置く。スリーブの内径はジャーナルよりまっすぐで、直径はやや大きく、外径はベアリング内輪リブよりやや小さく、ブラケットに圧着されないようにしなければならない。
メールアドレス:liliangbin@szsyjm.com
住所:深セン市宝安区福永鎮白石厦西区A 2棟
 トップページ
トップページ プロダクトセンター
プロダクトセンター 電話相談
電話相談 地図ナビゲーション
地図ナビゲーション