-

Mobile phone: 13724352725
-

Email: liliangbin@szsyjm.com
-

Phone: 0755-22715304
Mobile phone: 13724352725
Email: liliangbin@szsyjm.com
Phone: 0755-22715304

 Current Location : Home > News
> Industry news
Current Location : Home > News
> Industry news
1. When the inner hole of the sleeve deforms, the roundness exceeds the tolerance, or the fit with the bearing is too loose, local electroplating can be used for compensation, and then ground to the required level. This method can also be used at the shaft neck.
2. Cleaning bearings is an important step in ensuring their normal operation and service life. Do not use compressed air to blow bearings, as the hard particles in compressed air can make the raceway rough.
3. Use self-made specialized tools to disassemble the electric spindle. Clean and measure the condition of rotor swing and wear.
4. Cone bearings or angular contact ball bearings must pay attention to the direction of the bearing device, otherwise the required reverse accuracy cannot be achieved. The entire installation process uses specialized tools to eliminate installation errors and ensure installation quality.
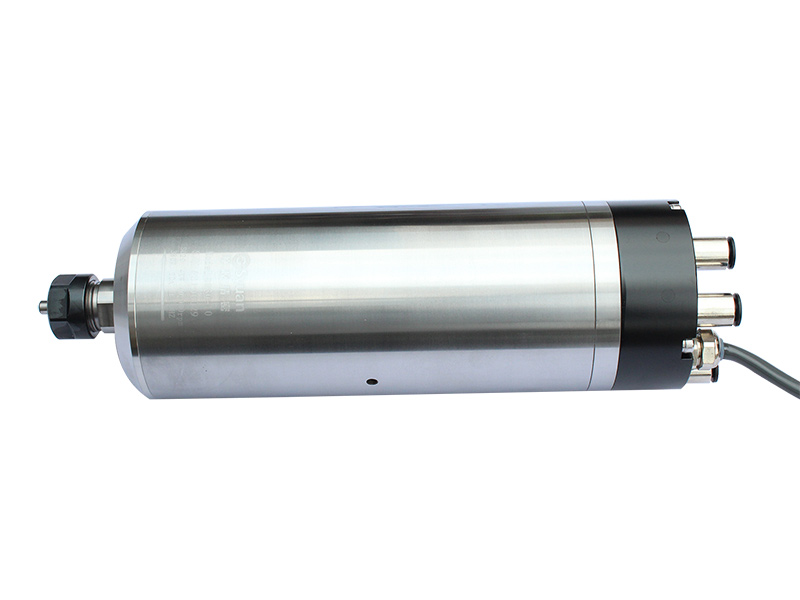
5. InElectric spindleAfter installation, axial adjustment should be carried out (measured with a tension spring ruler), and static and dynamic radial runout should be measured together. The clearance should be lifted until it meets the installation process requirements.
6. Bearings can be optionally selected. The consistency error of the inner hole and outer diameter of each set of bearings should be ≤ 0.002-0.003mm, and the gap with the inner hole of the sleeve should be maintained at 0.004-0.008mm. There should be a gap of 0.0025-0.005mm with the main shaft. In practical operation, it is best to use both thumbs to push the bearing into the sleeve for cooperation. Tightness can cause deformation of the outer ring of the bearing, excessive temperature rise of the bearing, and looseness can reduce the stiffness of the grinding head.
7. The end faces of the round nuts, oil seals, and other parts on the electric spindle are in close contact with the end faces of the inner and outer rings of the bearing, so the straightness requirements for the threaded parts and end faces are very high. Coloring method can be used to check the contact condition. If the touch rate is less than 80%, the end face can be ground to achieve the required straightness. This operation is very important, as its accuracy will affect the radial runout of the grinding machine spindle extension rod, which in turn affects the surface roughness of the ground workpiece.
E-mail:liliangbin@szsyjm.com
Address:A2 Building,Second row,Baishixia west area,Fuyong Town, Baoan District, Shenzhen
 Home
Home Products
Products Tel
Tel Map
Map